Founded in 1933 and now with its fourth generation on staff, Boose Aluminum Foundry Co., Inc. has emerged as a key provider of high-quality aluminum sand castings for numerous modern markets and military uses. Embracing the motto, “What we do matters,” the company comprises a group of 75 committed workers collaborating to provide clients with the high-quality castings they need. With a production facility that can cast items from mere ounces to 800-plus pounds, a quality department that can satisfy clients’ non-destructive testing and quality needs, and an experienced staff that can help customers with design and engineering support, Boose also provides value-added services including heat treatment and an in-house pattern shop.
With more than 92 years of experience in the foundry industry, the company has the technology and creativity to compete in today’s market, as well as the history and expertise to deliver flawless production outcomes to its clients. Serving loyal customers in the military, medical, robotics, power generation, and many other private and commercial sectors, Boose has continually nurtured those relationships by delivering only the highest-quality castings paired with unrivaled customer service.
The company is also particularly proud of the implementation of its automatic green sand molding line. “Since 1933, we have utilized manual machines in our green sand molding process,” says Justin Sweigart, Director of Business Development.
Progressively over the years, it became more and more difficult to locate and hire skilled labor with a strong manual work ethic, Sweigart adds, and with retirements of long-term employees on the rise, an investment in a more automated solution was made in 2021 with the purchase of an automatic Hunter molding machine.
“Prior to taking receipt of the new machine, Boose had a devastating fire, which forced us to re-evaluate the layout of the manufacturing facility,” Sweigart explains. Consequently, the decision was made to decommission a larger, more inefficient machine and reutilize the space for the new Hunter and existing manual machines. “Boose Aluminum still has the capabilities to manufacture products off of original manual molding equipment, but now has the ability to produce low- to medium-volume orders more efficiently at competitive costs on our automated molding line.”
The company is also proud of its in-house heat treating services. Under stress, untreated aluminum components may break, deform, or distort. Compared to materials like steel, aluminum is a relatively soft and pliable metal. Nonetheless, it’s a highly sought-after material in dozens of industries due to its light weight and resistance to corrosion. While there are many different types of heat treatments, they all entail heating and straining metal parts to encourage greater strength and appropriate shape.
For generations, Boose has gained the expertise of heat treating aluminum. Without the heat treatment process, the properties and dimensions of the aluminum castings would take 55 years to naturally stabilize. These days, a wide variety of heat treatment techniques and procedures are distinguished and defined by the T system of classification. Every technique has advantages and disadvantages for the final output.
One of the most used heat treatments for aluminum is T6. The first step of this process “Solution heat treatment,” heats the castings to a little below aluminum’s melting point (1,221°F/660.3°C) for a period of 8 to 12 hours, and melts any alloy constituents in the casting. Strength and support are provided by the homogenizing and redistribution throughout the casting.
Next, the castings are rapidly quenched and chilled, with the microstructure that develops during the solid solution phase being solidified by the quenching. The quick cooling also makes the casting considerably stronger.
The castings are then artificially aged in an aluminum heat treat oven following quenching. During this phase, they are baked at a temperature close to 310°F/154°C, far below aluminum’s melting point. The alloying ingredients can create chemical bonds within the casting during this aging process, reinforcing and strengthening the item. Baking the product speeds up the natural process of aluminum age hardening.
Between the solution and aging process, straightening and quality control procedures may also be carried out to guarantee that the casting’s shape and form will satisfy all requirements.
Another common heat treat process that is performed at Boose Aluminum is a T51, or solely an “Artificial Aging” cycle. During this single step process, the castings are heated in an oven between 300 and 400 degrees for an extended period of time. This process is an excellent option for dimensional stability in castings that are highly complex in design, or when close tolerances are required.
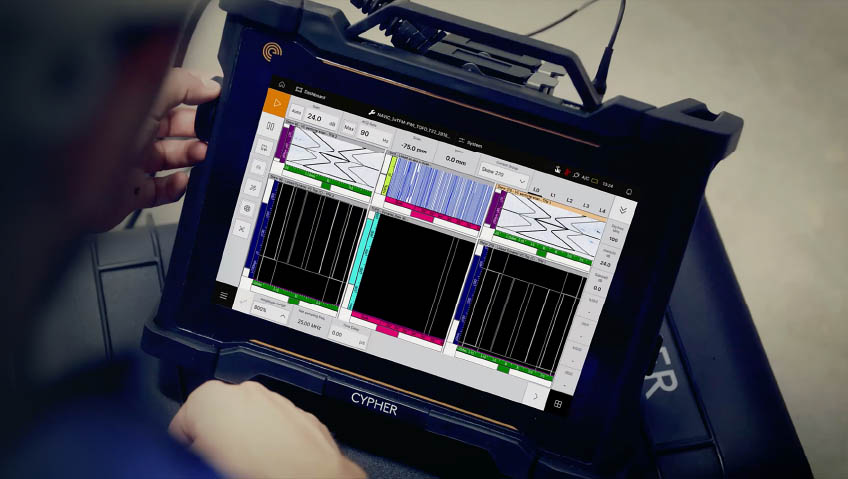
Boose also performs radiography testing, sometimes known as X-ray testing, a nondestructive testing technique that looks into parts’ internal structures using X-rays. Without causing damage or changing the object, the process allows the team to identify internal irregularities such as shrinkage, voids, inclusions, or porosity. The company employs radiographic testing as a quality assurance checkpoint during the sampling process of new products, or when required by the customer to conform to quality specifications during production runs.
What can radiography assist with? Internal defect detection can identify internal casting flaws that reduce strength, while decreased failure risk identifies discontinuities early on to help avoid problems like cracking, leakage, and in-field part failures. Finally, radiography helps boost cost-effective quality control to avoid machining defective castings or scrapping finished parts. In short, radiography ensures only good castings advance through production.
Boose Aluminum supports industrial companies that require high-integrity aluminum castings, providing services typically used by defense contractors, heavy machinery manufacturers, medical industries, pump, valve, and fluid handling manufacturers, and utilities and infrastructure contractors—customers that often operate in high-pressure environments where failure is not an option. Radiographic inspection guarantees that the company’s parts fulfill their standards and needs.
Another value added quality assurance service Boose Aluminum offers is liquid penetrant inspection (LPI). When required, the in-house LPI process inspects the castings for surface flaws including porosity, laps, and fractures before it leaves the foundry. Undetected, these defects could lead to machining defects, leak paths, or casting failures.
Boose Aluminum also offers casting dimensional inspection and layout services to give engineers, quality managers, and production teams the assurance that castings are checked against the highest standards, whether it’s a First Article Inspection (FAI) or a production requirement. Before parts are put into production, these services, which are supported by skilled specialists, make sure they fulfill important requirements.
Although Boose Aluminum Foundry has faced its share of transitions and challenges, resolutions include the implementation and enforcement of SOPs, a new ERP system, and automated processes, says Sweigart. “We’re currently in the process of implementing a new no-bake sand reclamation system, along with additional sand storage capacity,” he adds. “This will provide additional sand capacity to support future growth in our no-bake molding operations.”
While there are numerous qualities that help set Boose apart within the industry, Sweigart emphasizes the importance of the company’s ability to provide clients with everything they need all under one roof.
“Boose Aluminum is very diverse in the capabilities we offer,” he says. “With production weights ranging from less than one pound to 800 pounds, volumes from one to thousands of parts, and quality ranges from commercial grade to military standards requiring X-ray and liquid dye penetrant inspections, Boose Aluminum is a one-stop shop for all your casting supply needs.”